اندازه گیری و کنترل قطعات صنعتی
در اندازه گیری و کنترل قطعات صنعتی مواردی پیش می آید که نمی توان مستقیماً توسط اندازه گیری ها اندازه مورد نظر را کنترل نمود و اصولاً اندازه گیری آنها در حالت عادی مقدور نمی باشد. در این موارد علاوه بر استفاده از وسایل کمک اندازه گیری ابتکارات شخصی را نیز باید در کنترل اندازه آنها دخالت داد. مثلاً جهت کنترل زوایای داخلی و خارجی مخروط های ناقص و سایر زوایا ، ابزارهایی مانند زاویه یاب اونیورسال و زاویه یابهای اپتیکی ساخته شده اند ولی برای اندازه گیری این زوایا با دقت زیاد در کارگاه و آزمایشگاه اندازه گیری می توان با استفاده از میله ها و ساچمه های استاندارد که با شرایط خاصی در داخل شیارها یا سوراخ ها قرار می گیرند استفاده نمود و یا با استفاده از خط کش سینوسی سیستمی پیش بینی کرد که مستقیماً اندازه طولی خوانده شده توسط وسیله اندازه گیری تبدیل به زاویه نماید و برعکس.
اندازه گیری قطر سوراخ ها :
اندازه گیری قطر سوراخ ها با استفاده از وسیله اندازه گیری ارتفاع
کنترل قطر داخلی به کمک دو گلوله در این روش می توان از دو گلوله با قطرهای مختلف مطابق قطر سوراخ را محاسبه نمود...
اندازه گیری و کنترل قطر پولک شکسته خارجی :
به کمک میله های استاندارد:
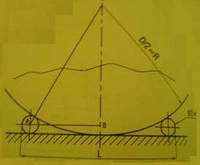
در این روش می توان قطر پولک های شکسته ای را که قسمتی از آن در اختیار باشد و همچنین قطر چرخ دنده شکسته را به دست آورد. در این روش پولک مورد نظر را مطابق شکل روی صفحه صافی قرار داده و دو میله استاندارد با قطر معلوم به طرفین آن مماس کرده و سپس با اندازه گیری فاصله پشت تا پشت میله ها و با استفاده از رابطه زیر می توان قطر پولک شکسته را محاسبه نمود...
اندازه گیری و کنترل قطر پولک شکسته داخلی :
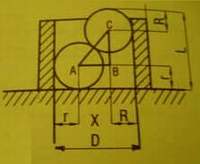
تعیین قطر داخلی پولک شکسته: در این روش سه میله هم قطر مطابق شکل در داخل قوس مورد محاسبه قرار داده و با اندازه گیری اختلاف ارتفاع سطح میله وسطی با دو میله دیگر به وسیله راپورتر ، قطر داخلی پولک شکسته را محاسبه می کنیم...
تعیین زوایا و سطوح شیبدار :
جهت کنترل زوایای مختلف ابزارهای گوناگون نظیر نقاله و زاویه یاب انیورسال و خط کش سینوسی ساخته شده. مواردی پیش می آید که شخص کنترل کننده در اندازه گیری یک زاویه یا بعد که به طور سری و تکراری عمل اندازه گیری انجام می شود باید طرحی جدید ارائه شود که از حداقل زمان و حداکثر وقت استفاده گردد مثلاً برای اندازه گیری یک زاویه با دقت یک درجه از نقاله استفاده می شود ولی اگر دقت های بالاتر مورد لزوم باشد لازم است از پروژکتور و یا وسایل نوری استفاده نمود که قرار دادن وسایل نوری در خط تولید ایجاد هزینه زیاد در نتیجه وقفه در تولید را خواهد نمود در چنین مواردی لازم است که از قطعات و گلوله های استاندارد که با شرایط خاصی در داخل شیار قرار می گیرند استفاده نمود و سیستمی پیش بینی نمود که مستقیماً اندازه طولی خوانده شده را تبدیل به اندازه زاویه نماید و تولید هزینه کمتری را نیز بنماید در ذیل اندازه گرفتن زاویه توسط مفتول را در سه حالت زاویه حاده و منفرجه و حدود قائمه بررسی می کنیم.
سنجش زوایای منفرجه :
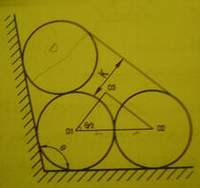
در این روش از سه گلوله متساوی القطر استفاده نموده و توسط قطعات استاندارد و یا وسیله عمق سنج مثل میکرومتر و کولیس عمودی اندازه را به دست آورده و زاویه را کنترل می کنیم...
اندازه گیری و کنترل دم چلچله خارجی :
اندازه گیری زاویه :
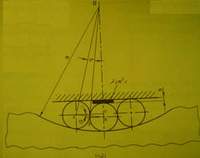
برای تعیین زاویه ابتدا دو میله به قطر یکسان داخل دم چلچله قرار داده و اندازه پشت تا پشت آن را می گیریمو سپس آنها را بیرون آورده و دو میله بزرگتر با قطرهای مساوی قرار می دهیم و اندازه پشت تا پشت آن را می گیریم...
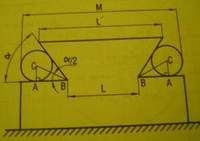
اندازه گیری و کنترل زاویه مخروط خارجی :
برای کنترل زاویه مخروط خارجی از چهار وش استفاده می شود که در زیر آنها را خواهم خواند.
با استفاده از میله های استاندارد و راپورتر :
در این روش مخروط مورد نظر را از جهت قاعده کوچک روی صفحه صافی قرار داده و دو میله متساوی القطر از طرفین به آن مماس می کنیم و فاصله پشت تا پشت میله ها را توسط کولیس یا میکرومتر اندازه می گیریم سپس چند قطعه راپورتر در دو طرف مخروط به طور مساوی قرار داده و پشت تا پشت میله ها را در محل جدید نیز اندازه می گیریم
و زاویه مخروط را محاسبه می کنیم...
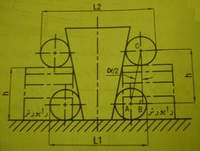
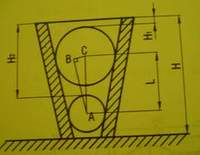
اندازه گیری و کنترل مخروط داخلی :
زاویه با استفاده از گلوله های استاندارد :
مخروط را از مقطع کوچکتر روی صفحه صافی گذاشته و سپس یک گلوله داخل آن قرار داده و ارتفاع آن را تا لبه مخروط با استفاده از عمق سنج اندازه می گیریم و سپس دو گلوله با قطرهای مختلف داخل آن قرار می دهیم که یکی از گلوله ها بالاتر از مخروط و دیگری پایین تر از مخروط قرار گیرد.
سپس با استفاده از عمق سنج و ارتفاع سنج اندازه می گیریم و بین مرکز دو گلوله مثلث قائم الزاویه ای را رسم می کنیم...
کنترل زاویه مخروط با استفاده از خط کش سینوسی:
در این روش خط کش سینوسی را روی صفحه صافی قرار داده و سپس مخروط را روی آن سوار می کنیم و زیر میله خط کش سینوسی به اندازه ای راپورتر می گذاریم تا یال مخروط به موازات افق قرار گیرد.
باید توجه داشت که افقی قرار گرفتن یال مخروط را با ساعت اندازه گیری کنترل می کنیم...

|




